Material Requirements Planning (MRP) is a system used for identifying and calculating the components and actions needed to manufacture a product. MRP can be broken down into three main steps: managing on-hand inventory, identifying additional requirements, and planning and scheduling their production or procurement.
Material Requirements Planning systems usually include these core functionalities:
Master Production Schedule (MPS) links demand with manufacturing capacity. It delineates what to produce, by when, and in which quantities.
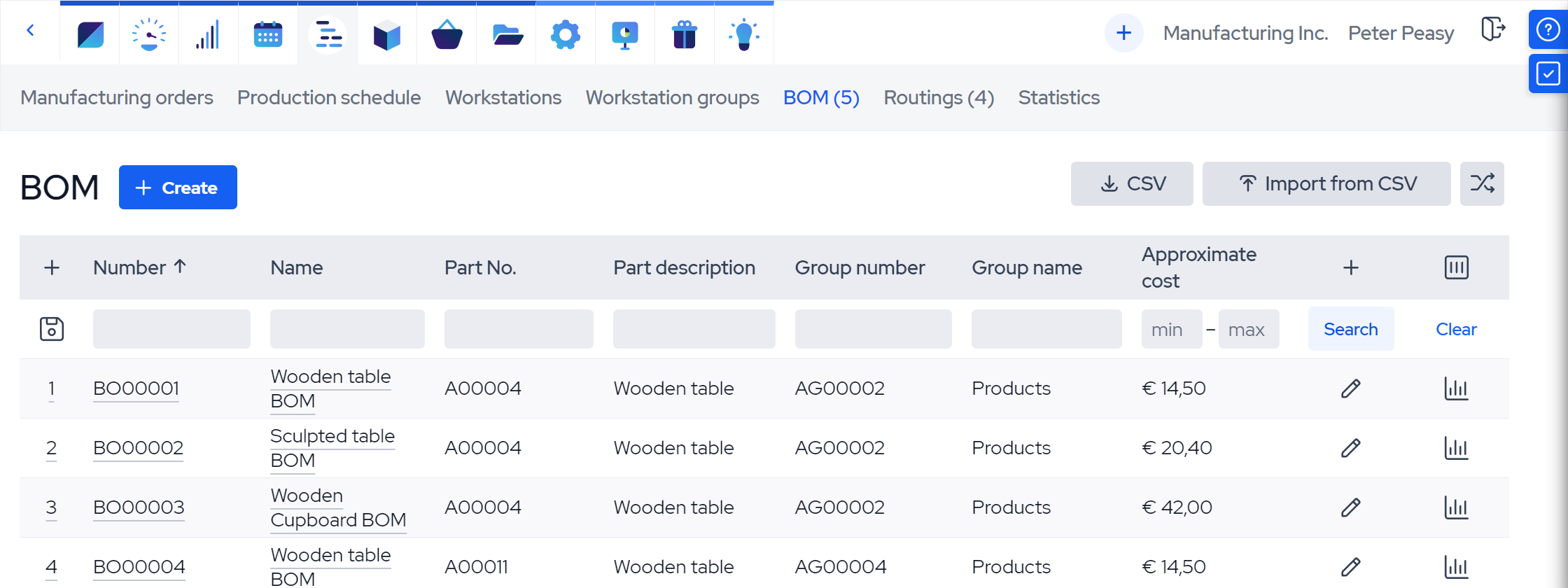
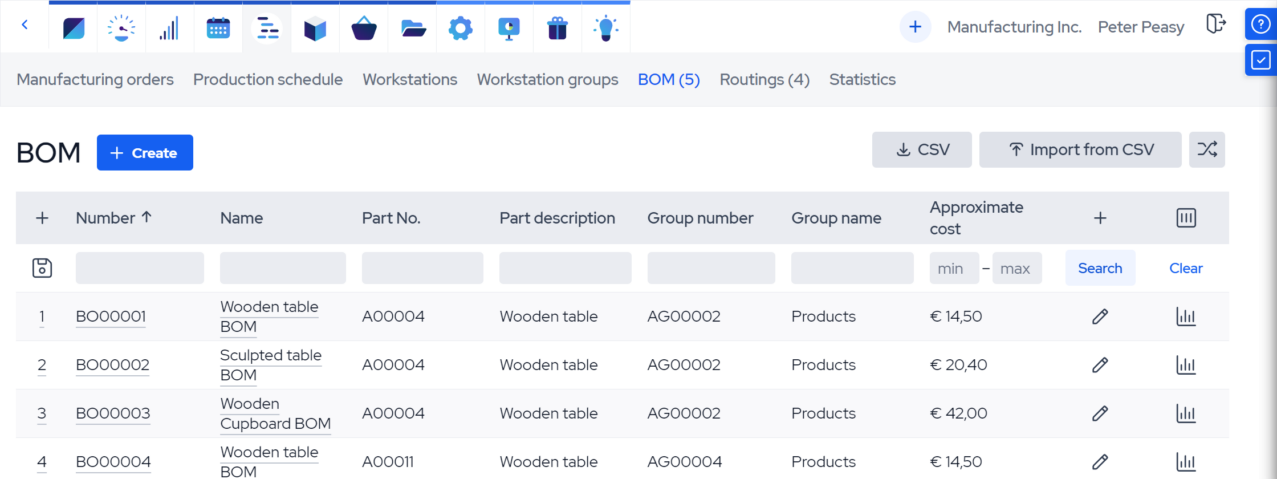
Bill of Materials (BOM) lists the steps and items necessary for creating a product. It is used to quantify requirements and organize manufacturing.
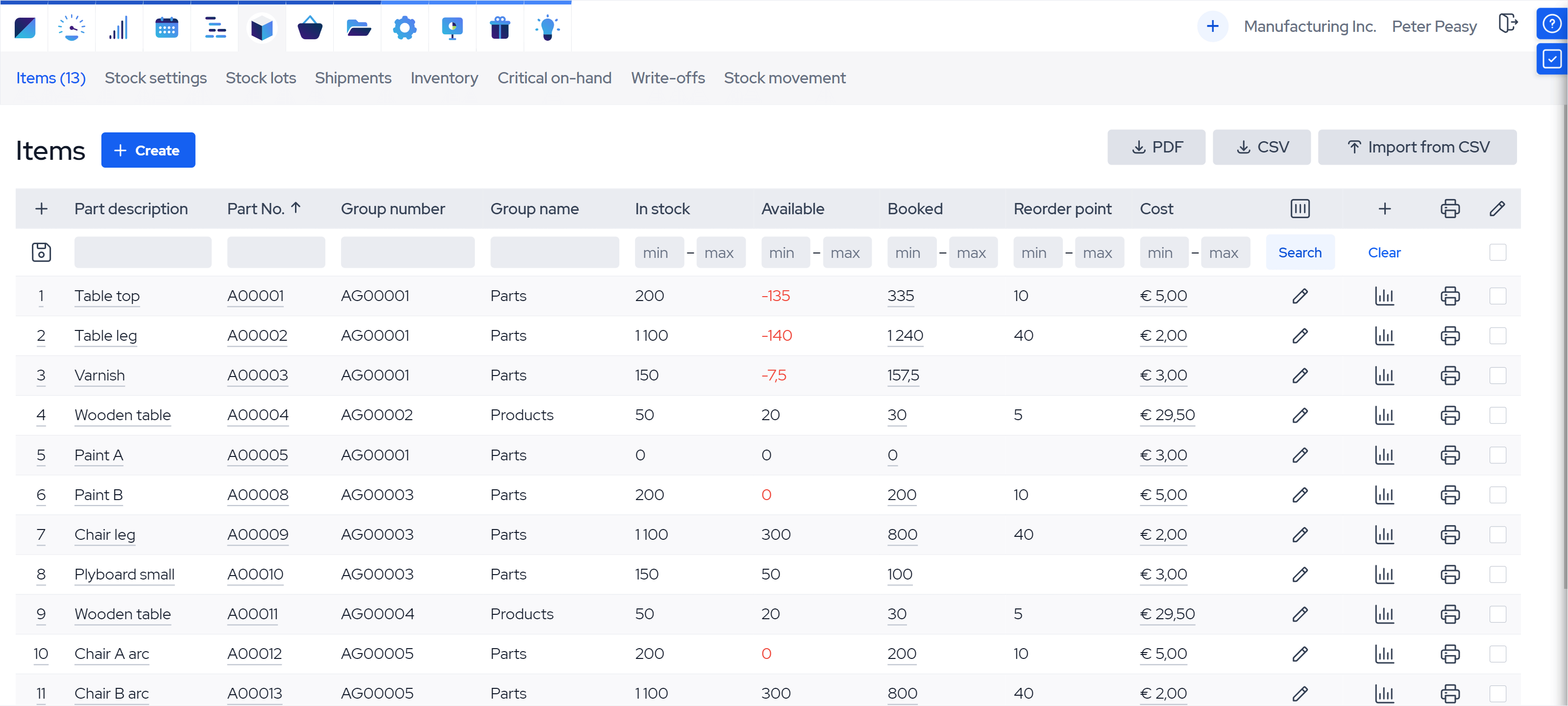
Inventory management maintains and tracks the necessary stock levels of required components and informs procurement.
Lead time estimating calculates the time in which raw materials are received (material lead time) and finished goods are produced and shipped (production lead time).
Although theoretically possible to handle on paper, modern MRP systems are computer-based and offered either as dedicated software or integrated modules of larger production management suites like manufacturing ERPs. In either case, an MRP system usually includes both inventory management and production planning and scheduling functionalities.
The abbreviation MRP often also refers to Manufacturing Resource Planning, known also as MRP II. MRP II is essentially a more advanced MRP system that includes demand forecasting, business planning, and back-office functionalities on top of what is offered by MRP I.
The Material Requirements Planning Background
The principles of the Material Requirements Planning process were constructed by Joseph Orlicky in 1964, while working on computerized supply planning at IBM. Interestingly, Orlicky studied as part of his research the Toyota Production System that later became the basis for lean manufacturing. Material Requirements Planning is the earliest computer-based inventory management system.
Black & Decker happens to be the first company to have used MRP in the late 1960s. By 1975, there were as many as 700 companies using this system. Over the next five years, that figure jumped to a staggering 7,000 firms.
In 1983, Oliver Wight developed MRP II (Manufacturing Resource Planning). This was a more advanced version of Material Requirements Planning and took into account things like master scheduling, rough-cut capacity planning, capacity requirements planning etc.
Why is Material Requirements Planning important?
Material requirements Planning seeks to improve and streamline inventory and procurement management as well as production planning and scheduling. Its main objectives are to:
Make sure that raw materials and components get to the production floor on time.
Minimize inventory and the costs related to holding it.
Increase the accuracy of purchasing, production and delivery schedules.
How does Material Requirements Planning work?
The Material Requirements Planning process is designed to answer three questions:
What is needed?
How much is needed?
When is it needed?
MRP works backward from a production plan for finished goods, which is converted into a list of requirements for the subassemblies, component parts and raw materials needed to produce the final product within the established schedule.
In other words, it’s basically a system for trying to figure out the materials and items needed to manufacture a given product. MRP helps manufacturers get a grasp of inventory requirements while balancing both supply and demand.
By parsing raw data this technology provides meaningful information to managers about their need for labor and supplies, which can help companies improve their production efficiency.
Inputs
The three basic inputs of an MRP system are the Master Production Schedule (MPS), Inventory Status File (ISF) and Bill of Materials (BOM).
The MPS is simply the quantity and timing of all end goods to be produced over a specific time period. MPS is estimated through customer orders and demand forecasts.
The ISF contains important real-time information on a company’s inventory. It lets managers know what they have on hand, where that inventory is and the overall status of the inventory.
The BOM is a detailed list of raw materials, components and assemblies required to construct, manufacture or repair a product or service.
Processes
The Material Requirements Planning process can be broken down into four basic steps:
Estimating demand and the materials required to meet it. The initial step of the Material Requirements Planning process is determining customer demand and the requirements to meet it. Utilizing the Bill of Materials (BOM) – a list of raw materials, assemblies and components needed to manufacture the end product – MRP breaks down demand into specific raw materials and components.
Checking demand against inventory and allocating resources. This step involves checking demand against materials already available in the inventory. Material Requirements Planning then distributes resources accordingly. In other words, the MRP process allocates inventory precisely where it is needed.
Production scheduling. The next step in the process is simply to calculate the amount of time and labor required to complete manufacturing. A deadline is also provided.
Monitoring. The final step of the process is to monitor for any issues. Material Requirements Planning can automatically alert managers of any delays and even suggest contingency plans in order to meet build deadlines.
Outputs
The main outputs from Material Requirements Planning include three primary reports and three secondary reports. The primary reports consist of planned order schedules, which outline the quantity and timing of future material orders; order releases, which authorize orders to be made; and changes to planned orders, which might include cancellations or revisions of the quantity or time frame.
The secondary reports generated by MRP include: performance control reports, which are used to track problems like missed delivery dates and stock-outs in order to evaluate system performance; planning reports, which can be used in forecasting future inventory requirements; and exception reports, which call managers’ attention to major problems like late orders or excessive scrap rates.
Manufacturing Resource Planning (MRP II)
As Material Requirements Planning (or MRP I) found widespread application, people felt the need for an advanced system that could more effectively deal with demand forecasts and capacity control. This led to the birth of MRP II.
MRP II is best described as a method for effectively planning the different resources that go into a manufacturing company. It addresses the different operational planning units, while also taking care of financial planning. It covers several aspects which include but are not limited to the following:
Mastering the production schedule
Itemizing the master data
Bills of materials
Inventories and order handling
Managing the purchases
MRP
Capacity planning
Standard costing determination
Cost control etc.
Material Requirements Planning (MRP I) is, therefore, an essential sub-part of the Manufacturing Resource Planning (MRP II) system.
One particularly interesting part of MRP II has to be capacity requirements planning. Let’s delve in further and discover what it is:
Capacity Requirements Planning
For any business to run successfully, the present should not be its only focus, as it should also have a clear and well-thought-out plan for the future. Capacity requirements planning is mainly a process that a company uses to determine how much it should produce so that it will be able to meet future demand. Under and overproduction can both be detrimental to growth by generating losses.
The demand and supply curve is always dynamic, which is why it is important that companies try and assess market conditions to decide on the apt production supply. Businesses that tend to have more seasonal sales need to calculate capacity requirements much more frequently.
Owing to the critical feature of capacity requirements planning, MRP II enjoys much better popularity compared to MRP I today. Now, let us focus on the key differences:
MRP and MRP II – Differences mapped
As we have found, Manufacturing Requirements Planning II is nothing more than an advanced version of Material Requirements Planning, with the terms often used interchangeably these days.
MRP can be referred to as “manufacturing-centric.” The underlying purpose is simply to schedule the raw materials and components and then control those areas of production that can help you fulfill customer orders. Therefore, it has a limited capacity to control production, based on demand forecasts. This is by far the main distinguishing factor when it comes to MRP I.
MRP II also deals with several other aspects of production, including the following:
Financial estimates
Demand forecasts
Business planning
Detailed capacity planning
Payrolls
Personnel requirements and more
It is clear then that MRP II is a much more integrative and productive form of MRP. Ideally, in most companies today, MRP has been replaced by MRP II, owing to its greatly improved productivity.
Enterprise Resource Planning (ERP)
The evolution of Material Requirements Planning systems led to the development of ERP in the 1990s. ERP stands for Enterprise Resource Planning and is considered to be one of the most common categories of business software today. Although ERP used to be the playing field of large businesses, today it finds widespread use in both small and large-scale businesses. Like MRP, this model can also help you in planning your production, scheduling lists, and managing the inventory. However, the scope of ERP goes well beyond the manufacturing segment.
ERP is a method by which one can centralize information and workflow processes. It makes smart use of data management practices in storing all the data related to the workflow in one single point, allowing different business processes to draw data from that specific location for the purposes of forming insights and making productive business decisions.
Differences between MRP and ERP
Now that you have a basic idea about Enterprise Resource Planning (ERP), Material Requirements Planning (MRP) and Manufacturing Resource Planning (MRP II), let us take a look at the key differences between these methods.
Exhaustiveness – First of all, it is important to know that MRP works as standalone software, while ERP is integrated. ERP has the ability to connect to other software modules and systems seamlessly, as a modular network. MRP can be connected to some systems, but the process is considerably more complicated and less common. MRP can, however, be a built-in module of an ERP system, as is the case with MRPeasy.
Development segments – While MRP focuses solely on the manufacturing end of the business, the scope of ERP is much greater. ERP modules have been designed to offer complete business control.
Business size – Owing to its scope and extensive modules, ERP is most suited for businesses that have attained a certain level of complexity while MRP can be used for all categories of businesses, even microcompanies.
The cost factor – The budget is often the delimiting factor, and it is important to note that traditionally, ERP tends to be much more expensive compared to MRP. That said, ERP often ends up justifying the cost, owing to the multitude of functions that it offers. But these days, there are also solutions that offer strong functionality along with an affordable price.
In summary
Every system clearly has its specific role to play – from MRP to MRP II and eventually ERP. For your business to function properly, various decisions need to be made, and given the current age of rapidly-developing technology, automatic processes and performing the right functions is crucial.
By making smart use of these modules, you can ensure that your company will be opting for the right supply of products to meet market demand. Having a lot of dead stock could be very harmful for any firm. Using these automated solutions gives you an overview of changing market demand and the ability to assess the best production needs so you can synchronize the details to avoid any unwanted delay.
According to the butterfly effect and the fact that processes tend to overlap, even a slight delay at one end could lead to major trouble in the next segment. This is what the software helps you stay on top of by interweaving the processes in a meticulous manner to ensure the final output is not impacted.
Based on the amount of money you are willing to spend, the extent of business you have and its needs and requirements, you can decide the trade-off and the module you want to use. While ERP would be the most exhaustive and expensive of the three, it can cover considerably more bases. If your company simply wants to focus on its production capacity while keeping in tune with market risks and demand, MRP II might be the optimum solution for you.
MRPeasy offers both MRP and manufacturing ERP level functionality to small manufacturing businesses that are looking to modernize their processes without spending tens of thousands of dollars on implementing the system.
We hope this introduction helps you go over the details, weigh the options and make an informed decision that best suits your company’s needs.
What does MRP mean?
The term MRP stands for material requirements planning. It is a methodology first developed in the late 1960s for calculating the raw material and other requirements that are necessary for manufacturing products.
What is MRP vs ERP?
MRP stands for Material Requirements Planning while ERP is an abbreviation of Enterprise Resource Planning. MRP is used for managing and planning the manufacturing process within a company. An ERP, however, also includes functionalities and modules for managing other departments of a company, not just its production effort.
What does MRP stand for in manufacturing?
In manufacturing, MRP can either stand for Material Requirements Planning (MRP I) or Manufacturing Resource Planning (MRP II). While MRP I is the original methodology developed to manage manufacturing requirements, MRP II also includes more advanced features like demand forecasting, supply planning, procurements, etc.
MRPeasy is a leading MRP software for small manufacturers (10-200 employees)
A simple yet powerful self-service manufacturing ERP/MRP system. Benefit from seamless management of production, stock, customers, purchases, finances, and the team.
Integrated Manufacturing Software for Business Growth
Production Planning
Generate reliable, detailed production plans. Balance materials and capacity with actual demand. Effortlessly reschedule production orders.
Inventory
Always know what you have in stock. Easily avoid inventory shortages and excess. Track inventory by lot or batch, use serial numbers and barcodes.
Sales Management
Calculate order costs and lead times in just a few clicks. Send confirmed orders straight to production. Easily manage invoices, shipping, and returns.
Workforce
Stay informed on your labor requirements and utilization. Provide shop floor workers with a simple interface for reporting orders and material use.
Procurement
Easily forecast your procurement requirements. Create pre-filled purchase orders in one click. Manage supplier relationships. Compare terms and reliability.
Finances
Manage transactions, track income and expenses, and create accurate reports. Streamline accounting tasks and make better financial decisions.
More than 2000 manufacturers trust MRPeasy software
Reviews
Ann Richmond
Development Director, Randr
You guys are truly the best and the software is such a lifesaver for small companies like ours. Also just a note, our ISO auditors really liked everything that MRPeasy had. Everything is documented within the system!! And we do not need any additional systems.
Benjamin Raffiani
CEO at Sox Trot
Best value in the small manufacturing space by far. With MRPeasy, our capacity doubled. It streamlined our production, and procurement so well that I’m now able to spend a lot more time on growth and sales. Extremely comprehensive and works seamlessly with Xero and Shopify.
Brandon Ames
CEO at Anicell Biotech
MRPeasy gives us the ability to track all of our manufacturing lot costs right down to the individual serial number of our products. MRPeasy provides the software as a remote service and has never been unavailable to us except in very rare maintenance windows.
Start a Free Trial to Test MRPeasy - 15+15 Days for Free
MRPeasy is a simple yet powerful Manufacturing ERP system that helps small manufacturers organize production. Just sign up to test MRPeasy, select the features plan that meets your requirements and access additional functionality as you grow your business.