Lead Time in Manufacturing: A Complete Guide to Types, Strategies, and Optimization
Some manufacturers hit every delivery date. Others constantly scramble with delays. What’s the difference? It might just be how you estimate and manage lead times.
What is lead time?
Lead time is how long it takes to fulfill an order from confirmation to delivery. Every manufacturer needs this number for planning materials, scheduling the production process, and meeting customer demand.
Think of lead time as your operational reality check. When a customer asks, “How soon can I get this?”, lead time gives you the answer. It includes everything from processing the order to shipping the finished product.
Related manufacturing terminology
Lead time gets confused with other timing metrics, but they measure different things. Cycle time measures how long it takes to complete one unit through a specific production process, like the 30 minutes your machining center needs to finish one part. That’s just the work time, not the waiting time.
Throughput time covers the entire manufacturing process from start to finish, including all the waiting between operations. Queue time is exactly what it sounds like—how long parts wait before the next operation. In many plants, parts spend more time waiting than actually being worked on.
Lead time measurement standards
You need consistent rules for measuring lead time, or your numbers won’t mean anything. Calendar days include weekends and holidays. That’s what customers see when they think of lead time. Working days reflect your actual production schedule and help with internal planning.
Different shift schedules affect lead time calculations. A three-shift operation will show different numbers than a single-shift plant, so document which approach you’re using for consistency. The same goes for start and end points.
Does timing start when the customer places the order or when you confirm it? Does it end when you ship or when they receive it? Pick your standards and stick with them.
Why is lead time important?
Lead time drives profitability. Miss your delivery dates, and customers might not reorder products from you.
Direct impact on business performance
Delivery performance determines repeat business. A missed deadline today means lost orders tomorrow. Industrial buyers have long memories, especially for suppliers who cause production delays.
Your production schedule depends on accurate lead time data. Late material deliveries throw off the entire sequence. The result? Rush orders, overtime costs, and equipment downtime while you wait for missing parts.
Financial implications of lead time performance
Raw material deliveries now take 81 days versus 65 days before the pandemic (Supply Chain Statistics, 2025). That 25% increase in lead time means carrying more safety stock to avoid stockouts. More inventory ties up cash and warehouse space.
Supply disruptions cost manufacturers 8% of annual revenue on average (Supply Chain Statistics, 2025). Companies with better lead time visibility recover faster. They spot problems early and adjust.
Strategic competitive advantages
Fast delivery wins business. In competitive bids, a two-week advantage often beats a lower price. Procurement teams have their own deadlines to meet.
Consistent delivery builds customer loyalty. Once buyers trust your dates, they stop getting backup quotes. You become their go-to supplier instead of just another vendor option.
Lead time types in manufacturing
Most manufacturers deal with multiple lead time measurements. Each type serves a specific purpose in planning and operations.
Procurement lead time (supplier lead time)
This measures how long suppliers take to deliver materials after you place an order. It starts when you submit a purchase order and ends when materials arrive at your receiving dock. The time includes order processing at the supplier, their manufacturing or picking time, shipping, and your receiving inspection.
Current supplier lead times vary widely by industry. Electronics parts now take 12-40 weeks to get. Capacitors take 34 weeks, car semiconductors need 12.9 weeks (Electronic Component Lead Times, 2025). Long waits mean you need more inventory and earlier planning.
Manufacturing lead time (production lead time)
Manufacturing lead time covers everything from releasing a work order until the finished product reaches your warehouse. This includes setup time, actual processing, queue time between operations, and final inspection time. Equipment changeovers often consume significant time, especially in smaller batch production.
The biggest component is usually wait time, not actual work time. Parts sit in queues between operations more than they spend being machined, assembled, or tested. Identifying these bottlenecks helps reduce overall manufacturing lead time.
Customer lead time (delivery lead time)
Customer lead time is what matters most to your buyers. It’s the time from order confirmation until they receive their products. This number determines whether you win or lose business in competitive situations.
Customer lead time varies dramatically by manufacturing strategy. Make-to-stock operations might promise delivery in days or weeks. Make-to-order manufacturers may often quote months, especially for custom products requiring extensive engineering work.
Cumulative lead time
Cumulative lead time assumes you start with empty shelves. It combines supplier lead time, manufacturing lead time, and delivery time into one number. This represents the longest possible time needed if everything had to be ordered and built from scratch.
This metric helps with capacity planning and worst-case scenarios. If your cumulative lead time is 20 weeks, that’s how long a customer would wait if you had no inventory and suppliers had no stock either.
Assembly lead time and component lead time
Assembly lead time focuses specifically on putting finished components together. This becomes critical in make-to-assemble operations where you stock components but assemble to order. Fast assembly times let you offer customization without long customer wait times.
Component lead time tracks individual parts within your bill of materials. Some components might arrive quickly while others take months. Understanding these differences helps balance inventory management investments and avoid assembly delays due to missing parts.
Lead time vs. other time-based metrics
Manufacturing uses many timing measurements that sound similar but measure different things. Here’s how lead time compares to the other common metrics.
- Lead time versus cycle time. Lead time includes all waiting and processing time from order to delivery. Cycle time only measures the actual work time to complete one unit through a specific process.
- Lead time versus throughput time. Throughput time focuses on manufacturing flow from first operation to final inspection. Lead time covers the entire customer experience from order placement through delivery.
- Lead time versus takt time. Takt time tells you how fast to work based on what customers want. Lead time tells you how long jobs actually take.
What impacts your lead time?
Lots of things mess with your lead times. Your setup, your suppliers, your equipment, even your project management process. It all adds up. Figure out your most significant problems first.
- Manufacturing strategy and approach. Stock products ahead of time and you’ll ship fast. Build everything after orders come in and customers wait longer. Some companies do both – stock parts, then assemble when orders arrive.
- Supply chain and procurement factors. Good suppliers who live nearby usually deliver faster than distant ones. Right now, car chips take about 13 weeks while some basic electronic parts need 34 weeks (Electronic Component Lead Times, 2025). That’s a huge difference.
- Internal operational factors. Broken machines kill schedules. Bottlenecks back up everything behind them. Quality problems mean doing work twice, which eats up time and delays shipments. Human errors in the production process are a major factor.
- External market and environmental influences. Bad economic times slow down suppliers and shipping. Busy seasons create shortages. New regulations can force you to find different suppliers or change processes. Add to that unexpected natural disasters and you’ll understand that many disruptions are external factors beyond your control but still must be addressed.
All these factors help determine how you should calculate realistic lead times.
How to calculate different types of lead time
Accurate lead time calculations require good data and consistent methods. The approach varies depending on your manufacturing process and what you’re trying to measure.
Basic lead time calculation methods
The simplest lead time formula is straightforward: Lead Time = Delivery Date – Order Date. Track this for every order over several months to establish averages. Most companies calculate separate averages for different product types since a simple bracket takes less time than a complex assembly.
Data collection matters more than fancy lead time formulas. You need accurate timestamps for when customer orders are placed, confirmed, started, and delivered. Many companies struggle here because they rely on manual data entry or systems that don’t talk to each other, leading to inefficiencies in calculation.
Lead time calculation for different manufacturing strategies
Make-to-stock lead times focus on order processing and shipping since products already exist. Calculate from order confirmation to truck departure. MTS lead times are usually measured in days or weeks.
Make-to-order (and assemble-to-order) calculations include procurement and manufacturing in addition to order processing and shipping. Start timing when you confirm the order and end when you ship. MTO lead times often stretch to months for complex custom products.
Engineer-to-order includes the time it takes to design a product to the customer’s specification in addition to the procurement, manufacture, and shipping of the product. ETO lead times are often measured in months or even years for very complex machinery.
Advanced calculation techniques
Don’t let one big customer order throw off your averages. A single huge order shouldn’t count the same as ten small ones. Weight orders by size or dollar value to get better numbers.
Track your numbers to spot patterns and problems so you can adjust your production planning. Figure out how much your lead times bounce around. If they’re all over the place, you’ve got process issues to fix before you can promise customers and retailers anything reliable.
Lead time forecasting and planning
Use your past data to predict future lead times. Watch for patterns that repeat every year. Maybe certain suppliers always slow down during holidays. Car companies know their lead times get longer when new models launch.
Capacity planning integration prevents over-promising. If your current backlog is three weeks and normal production lead time is two weeks, you can’t promise new orders in less than five weeks. Many companies miss this connection between capacity and longer lead times.
How to reduce your lead times
Lead time reduction requires attacking multiple areas simultaneously. Focus on the biggest bottlenecks and inefficiencies first for maximum impact.
Strategic supplier management approaches
Local suppliers usually ship faster and have shorter lead times than overseas vendors. You might pay more per part, but you save on inventory costs and can change orders easier. Sourcing parts and components from local suppliers are often the best way to facilitate just-in-time delivery and avoid excess inventory levels.
Talking to your suppliers matters more than you think. Share your production forecasts so suppliers can plan ahead. Give them visibility into your schedule changes rather than surprising them with rush orders. Strong relationships with fewer suppliers often works better than spreading orders across many vendors.
Internal process optimization techniques
Bottleneck identification starts with watching your production floor. Where do parts pile up waiting for the next operation? That’s your constraint. Adding capacity at non-bottleneck operations won’t help – you need to fix the slowest step first.
Order processing automation eliminates delays from manual paperwork. Digital work orders, automated material pulls, and electronic approvals can cut days off internal lead times. The goal is reducing touch time between customer order receipt and production start.
Technology integration for lead time reduction
Modern tech cuts lead times dramatically. Companies cut machine downtime by 30-50% and improve forecasting by 85% with digital upgrades (Digital Transformation in Manufacturing, 2025). Real-time monitoring catches problems before they wreck your schedule.
Manufacturing ERP systems handle the heavy lifting for lead time management. They calculate what you need, create purchase orders, and track everything automatically. Spreadsheets can’t keep up with complex manufacturing processes and efficient inventory management.
Continuous improvement methodologies
Lean manufacturing cuts waste from your production processes. Value stream mapping shows you steps that eat up time without helping customers. SMED techniques slash changeover times between different products.
Teams from different departments solve problems faster than people working alone. Engineering, production, and procurement together find fixes that individual departments miss. Regular improvement sessions targeting specific bottlenecks get real results. It takes a team effort to streamline and improve your workflows.
How to give customers accurate lead times?
Good lead time estimates build trust and prevent dissatisfied customers. You need real-time visibility into what’s happening in your plant and with your materials.
ERP-based lead time calculation and communication
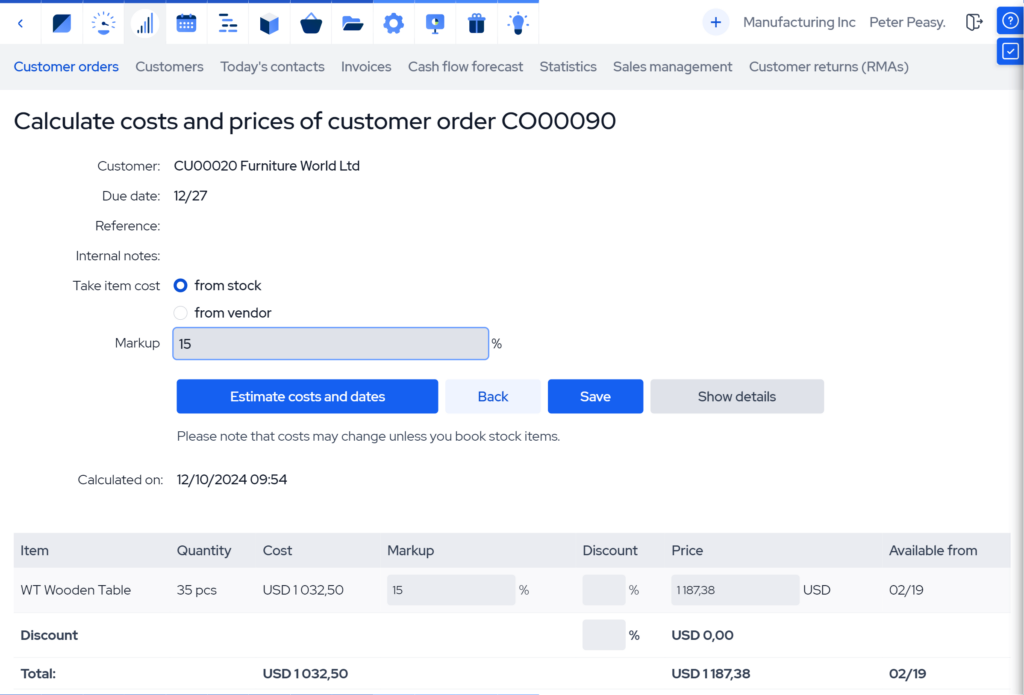
Today’s manufacturing ERP systems calculate lead times automatically using current inventory levels, production schedules, and supplier data. No more guessing with old spreadsheets. The system checks what’s available and figures out realistic dates instantly.
Cloud manufacturing systems put inventory management, planning, and supplier info in one place. Tools like MRPeasy stop the spreadsheet juggling that slows down lead time quotes.
Customer communication strategies and protocols
Tell customers upfront what your total lead times include. Does your quote cover shipping? Installation? Just getting it out your door? Most customer complaints happen because people don’t know what they’re getting.
Call customers immediately when delays start affecting shipping times. Don’t wait and hope things improve. Give them options – maybe they’ll take a partial shipment or pay for faster materials. Customers hate surprises but appreciate transparency.
Lead time reliability and promise management
Buffer time protects your reputation but costs money. Too much buffer and you lose business to faster competitors. Too little and you miss delivery dates when problems occur. Track your actual performance to calibrate appropriate safety margins.
Manufacturing performance tracking reveals patterns in your delivery reliability. Maybe you consistently hit dates for standard products but struggle with custom orders. Maybe certain suppliers always deliver late. This data helps you quote more accurately and identify improvement opportunities.
Use technology for customer lead time management
Automated notification systems keep customers informed without consuming your staff time. Email updates when orders ship, track and trace capabilities, and delivery confirmations create a professional experience that builds confidence in your operations.
Customer portals provide self-service visibility into order status and expected delivery dates. Instead of calling your office for updates, customers can check progress anytime. This reduces interruptions while improving customer satisfaction with transparency.

Key takeaways
- Lead time covers order confirmation to delivery, not just production run time. This complete timeline from customer order placement through final delivery includes everything from processing the order to shipping the finished product.
- Lead time differs from other timing metrics in important ways. Unlike cycle time which measures only work time, or throughput time which focuses on manufacturing process flow, total lead time encompasses the entire customer experience including all waiting periods.
- Consistent measurement standards prevent confusion and missed expectations. Whether you measure calendar days versus working days, and where you define start and end points, must be clearly established and communicated to avoid customer disputes.
- Six different lead time types serve specific planning purposes. Understanding procurement, manufacturing time, assembly, and component lead times helps optimize different aspects of your operations.
- Procurement lead times are all over the map right now. Electronics components take 12-40 weeks depending on what you need – I’ve seen capacitors pushing 34 weeks. That means you’re carrying way more inventory than you want to, but what choice do you have?
- Your manufacturing process strategy drives everything else. Stock products and ship fast, or build to order and make customers wait. I’ve worked in both types of plants, and each one has its headaches. The make-to-order guys always blame engineering for slow quotes. The make-to-stock operations panic when forecasts go wrong and inventory replenishment becomes uncertain.
- Here’s what really matters: delivery performance. Miss a date and that buyer remembers. I’ve seen suppliers lose million-dollar contracts over a two-week delay. Industrial buyers don’t forget, especially when your late delivery shuts down their production line.
- Supply disruptions hit manufacturers hard – about 8% of revenue on average. But companies with good visibility bounce back faster. They see trouble coming and adjust before it wrecks their schedule.
- Customer lead time is what buyers care about most in competitive situations. This metric often determines who wins business when products and pricing are similar, making it a critical competitive differentiator.
- ERP systems provide the foundation for accurate lead time management and customer communication. Today’s ERP systems do the math for you – they check what’s in stock, look at your production schedule, and factor in supply chain management issues. No more guessing with spreadsheets or promising dates you can’t hit. The money spent to automate your manufacturing process is money well spent.
Frequently asked questions (FAQ)
Benchmarking against industry averages and key competitors is the best way. Trade associations, supplier data, and customer feedback can give you a sense of whether your lead times are helping you win business or putting you at risk.
Start by identifying your biggest bottlenecks – usually long queue times or slow supplier deliveries. Even simple fixes like better scheduling, reducing changeover times, or improving communication with suppliers can shave days off lead times without major investments. And remember, modern manufacturing ERP doesn’t have to break the bank.
Lead times should be reviewed continuously, with formal updates at least quarterly. Supply chain conditions, demand fluctuations, and production issues change frequently, so outdated numbers can quickly lead to missed promises and unhappy customers.
You may also like: Manufacturing Forecasting Guide for SMEs



